MUAYENE (ÖLÇÜM MERKEZÝ)
Dođal Gaz Sayaçlarý Kalibrasyon Aţamalarý
1- ÖN KONTROL
Laboratuvarýmýza kalibrasyona gelen tüm gaz sayaçlarý ilk aţamada manipülasyon ve müdahaleye karţý bir ön kontrolden geçer. Ön kontrol aţamasýnda sayacýn mühürleri ve müdahale edilebilecek noktalarý tek tek kontrol edilir.

2- Temizlik-Yýkama
Dađýtým ţirketinden gelen sayaçlar öncelikle üzerlerinde birikmiţ toz, pislik ve tortularýn ve üzerlerine yapýţtýrýlan etiketlerin giderilmesi amacýyla temizliđe alýnýr.

3- Test – Kalibrasyon
Gazbir-Gazmer Gaz Sayaçlarý Test Ölçüm ve Kalibrasyon laboratuvarýnda; Evsel, Ticari ve Endüstriyel amaçlý gaz ölçümü yapabilen ve 21-4000 mbar arasýnda çalýţan, G4-G1600 arasý tüm gaz sayaçlarýnýn kalibrasyon ve servis hizmetleri gerçekleţebilmektedir.
3.1 Diyaframlý Sayaçlar

Laboratuvarýmýza gelen sayaçlar ţartlandýrma süresini tamamladýktan sonra teste alýnýr. Test öncesinde tüm sayaçlardan belli bir miktarda hava geçirilerek rodaj yaptýrýlýr. Sonrasýnda test ünitesinde veya sayaçta kaçak olup olmadýđý kontrol edilir. Herhangi bir kaçak tespit edilmezse test süreci baţlatýlýr.
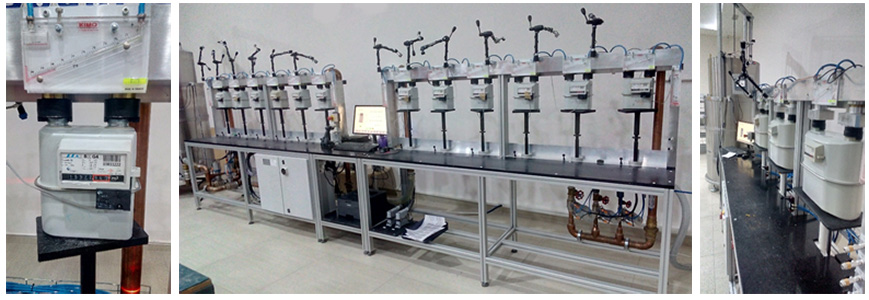
Diyaframlý sayaçlarda testler maksimum debi olan Qmaks, geçiţ debisi olan Qt (0,2*Qmaks) ve minimum debi olan Qmin noktalarýnda olmak üzere 3 noktadan yapýlýr. Test sonuçlarý TS EN 1359 standardýna göre deđerlendirilir.

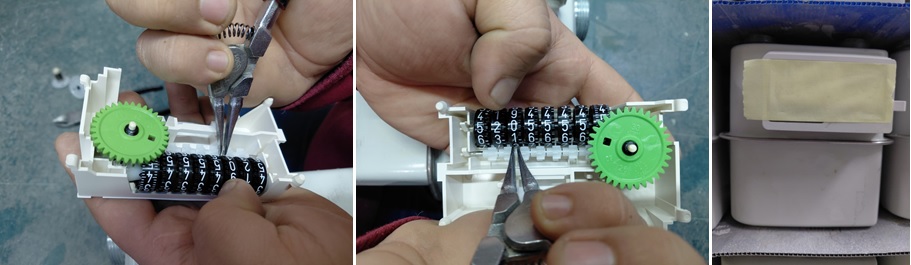
Eđer testten elde edilen bađýl hata sonuçlarý standardýn izin verdiđi sýnýrlar dahilinde kalmýyorsa numaratör ayar diţlisi ile hata sýnýrlarýnýn içerisine girebilecek sayaçlarýn numaratör ayar diţlileri deđiţtirilir.

Testten hata sýnýrlarý dahilinde geçebilen sayaçlarýn numaratör endeksleri sýfýrlanýr Numaratör ekraný ve kurţun mührü maskeleme bandýyla maskelenerek boyaya hazýr hale getirilir.
3.2 Endüstriyel Sayaçlar

G40-G1600 aralýđýnda ölçüm yapabilir. Rotary, Türbin, Quanto ve Ultrasonik tip sayaçlarýn kalibrasyonu yapýlabilir. Ölçülebilen debi aralýđý 0,25-2500 m3/h’tir.

Endüstriyel tip sayaçlar Qmaks/Qmin oranýna göre 6 veya 7 noktadan test edilir. Test noktalarý sayacýn imalat standardýna göre belirlenir. Test sonuçlarýnýn deđerlendirme yöntemi test standardýna göre belirlenir.
4- BOYAMA AŢAMASI
Su perdeli konveyör hatlý otomatik yaţ boya makinesinde sayaçlar endüstriyel son kat boya ile boyanýr ve konveyör hatta ilerlerken hýzlýca kuruma sađlanýr.
Sonrasýnda maskeleme bantlarý sökülür ve sayaçlar son kontrole gönderilir.

5- SON KONTROL VE ETÝKETLEME
Ýţlemleri tamamlanan sayaçlarýn numaratör diţlilerinde sýkýţma ihtimaline karţý son kontrolü etiketleme bölümünde yapýlýr.
Numaratörlerinde problem görülmeyen sayaçlarýn sarý uyarý etiketleri ve kalibrasyon yapýldýđý yýlý ve kalibrasyon laboratuvarýný belirten etiket yapýţtýrýlýr.

6- MÜHÜRLEME - KUTULAMA - SEVKÝYAT
Tüm aţamalardan baţarýyla geçen sayaçlarýn seri numaralarý ve tipleri Sanayi ve Teknoloji Bakanlýđý’na bildirilerek mühürleme aţamasý baţlatýlýr.
Sanayi ve Teknoloji Ýl Müdürlüđü memurlarýnýn gözetiminde tüm sayaçlar tek tek ilgili damga yýlýna mühürlenir.
Mühürlenen sayaçlar kutulanarak müţteriye sevk edilir.

Öncesi – Sonrasý
